




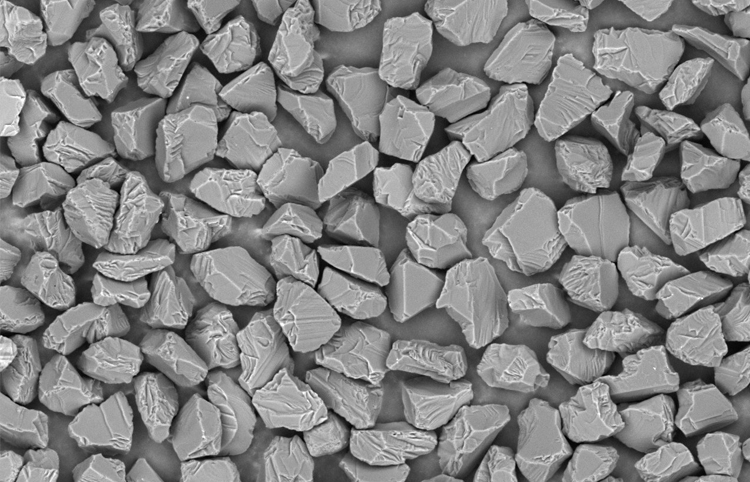
Алмаз микроұнтағына сұраныс артып келе жатқандықтан, оның әртүрлі салаларда қолданылуы айтарлықтай кеңейді. Абразивтерден кескіш құралдарға және электроникадан медицинаға дейін алмаз микроұнтағы көптеген жоғары технологиялық секторларда маңызды рөл атқарады. Дегенмен, өсіп келе жатқан сапаға қойылатын талаптарды қанағаттандыру үшін оны өндіру процесіндегі маңызды қадамдардың бірі бөлшектердің мөлшерін жіктеу болып табылады.
Шарлы ұнтақтау, ұсақтау, пішіндеу және дөрекі тазалаудан өткеннен кейін алмаз микроұнтағы әлі де бір маңызды өңдеу қадамын талап етеді - бөлшектердің өлшемдерін жіктеу. Бұл кезеңнің мақсаты үлкен өлшемді бөлшектерді толығымен жою кезінде бөлшектердің өлшемдерінің біркелкі таралуын қамтамасыз ету болып табылады.
Жақсы табиғатына байланыстыалмаз микроұнтағы, елеуіш негізіндегі дәстүрлі әдістер талап етілетін дәлдікке жете алмайды. Сондықтан ғылыми, тиімді және нақты жіктеу әдістерін қолдану өте маңызды. Алмаз микроұнтағын қолданудың кеңеюі және нарықтан сапа талаптарының артуы кезінде өндірушілер әдетте бірнеше жіктеу әдістерін пайдаланады. Оларға табиғи шөгу, орталықтан тепкіш классификация, толып кету классификациясы және гидроциклондық классификация жатады.
Табиғи шөгінділердің классификациясы
Табиғи тұндыру әдісі бірдей меншікті ауырлықта әртүрлі мөлшердегі бөлшектердің сұйықтықта әртүрлі жылдамдықпен шөгуі принципіне негізделген. Бұл әдісте бөлшектер шөгу биіктігі мен уақытын бақылау арқылы жіктеледі.
Бөлшек сұйықтық арқылы қозғалғанда оған үш күш әсер етеді: бөлшектің меншікті тартылу күші, сұйықтың қалқымалылығы және ортаның қарсылығы. Бөлшектің шөгу жылдамдығы бөлшек пен ортаның жанасу аймағы, сұйықтықтың тұтқырлығы және бөлшектің үйкеліс кедергісі сияқты факторларға байланысты.
Центрифугалық классификация
Центрифугалық жіктеу табиғи тұнбамен бірдей принцип бойынша жұмыс істейді, бірақ микроұнтақты бөлу үшін центрифуга арқылы пайда болатын орталықтан тепкіш күшті пайдаланады. Дөрекі бөлшектер үшін олардың үлкен массасы олардың тезірек тұнбауына мүмкіндік береді, ал табиғи шөгінділер ұқсас өлшемдегі бөлшектерді тиімді ажырата алады. Дегенмен, ұсақ бөлшектер үшін гравитация кезінде баяу шөгу жылдамдығы айтарлықтай кеңістік пен контейнерлерді алып, өндіріс циклін айтарлықтай ұзартады. Ультра жұқа бөлшектер тіпті броундық қозғалыс пен бөлшектердің интерференциясына байланысты тиімді бөлінбеуі мүмкін.
Керісінше, орталықтан тепкіш күш микробөлшектердің қозғалысын жылдамдатады, жіктеу процесін жылдамдатады. Бұл центрифугалық жіктеуді ұсақ бөлшектер үшін жоғары тиімді етеді, өндіріс тиімділігі мен өнім сапасын айтарлықтай жақсартады. Сондықтан көптеген өндірушілер табиғи тұндыру мен центрифугалық жіктеуді ұсақ-дөрекі ұнтақтардың толық спектрін біріктіреді. Бұл гибридті тәсіл өндіріс тиімділігін де, өнім сапасын да оңтайландырады.
Толып кету классификациясы
Толып кету классификациясын кері тұндыру әдісі ретінде түсінуге болады. Толып кету классификаторында су конустық ыдыстың түбіне енгізіледі. Су жоғары қарай ағып жатқанда оның жылдамдығы бірте-бірте азайып, жоғарғы жағындағы цилиндрлік қимада тұрақтанады.
Алмаз бөлшектері көтеріліп жатқан су ағынына қарсы қозғалады, ал ауырлық күштері мен қарама-қарсы жоғары күш тепе-теңдікте болғанда, белгілі бір өлшемдегі бөлшектер суда ілініп қалады. Ұсақ бөлшектер контейнерден ағып кетеді, ал ірі бөлшектер конустық бөлікке шөгеді. Ағын жылдамдығын реттей отырып, өндірушілер бөлшектердің белгілі бір өлшемдеріндегі өнімдерді ала алады.
Толып кету классификациясы салыстырмалы түрде баяу және судың көп мөлшерін тұтынғанымен, ол жоғары дәлдікті ұсынады және басқа әдістермен салыстырғанда аз қол еңбегі ресурстарын қажет етеді. Бұл техниканың тиімділігіне әсер ететін негізгі факторлар бөлшектердің пішіні мен ағын жылдамдығын бақылау болып табылады. Бөлшектердің біркелкі емес пішіндері сұйықтық ішінде сәйкес келмейтін қозғалысты тудыруы мүмкін, бұл жіктеу процесін бұзады. Сонымен қатар, тұрақсыз ағынды бақылау дөрекі және ұсақ бөлшектердің араласуына әкелуі мүмкін, бұл дәл бөлуге жол бермейді.
Гидроциклондардың классификациясы
Гидроциклонның жіктелуі гидроциклон ішінде жоғары жылдамдықты айналу арқылы бөлу процесін жеделдету арқылы бөлшектерді бөлу үшін орталықтан тепкіш тұндыру принциптерін пайдаланады. Бұл әдіс дөрекі жіктеу және өнімді сусыздандыру үшін кеңінен қолданылады. Оның негізгі артықшылықтарына жылдамдық, қарапайымдылық, жақсы қайталану және үздіксіз азықтандыру жатады. Ол 2 микроннан кішіректерді қоспағанда, барлық алмаз микроұнтақтары үшін тиімді жұмыс істейді. Дегенмен, ол басқа әдістерге қарағанда дәлірек емес.
Дұрыс жіктеу әдісін таңдау
Әрбір жіктеу әдісінің өзіне тән артықшылықтары мен кемшіліктері бар. Нақты өндірісте өндірушілер өздерінің нақты талаптары негізінде ең қолайлы әдісті таңдай алады. Кейбіреулер бір жіктеу әдісін таңдай алады, ал басқалары оңтайлы нәтижелерге жету үшін бірнеше әдістерді біріктіруі мүмкін. Жіктеу әдістерін мұқият таңдап, біріктіре отырып, компаниялар алмаз микроұнтағы өнімдерінің ең жоғары сапа стандарттарына сәйкес келетініне көз жеткізе алады.
Нарық ретіндеалмаз микроұнтағыдамуын жалғастыруда, өнеркәсіптің кең ауқымында дәлірек және тиімдірек өнімдерге өсіп келе жатқан сұранысты қанағаттандыру үшін озық жіктеу технологияларын дамыту маңызды болады.